
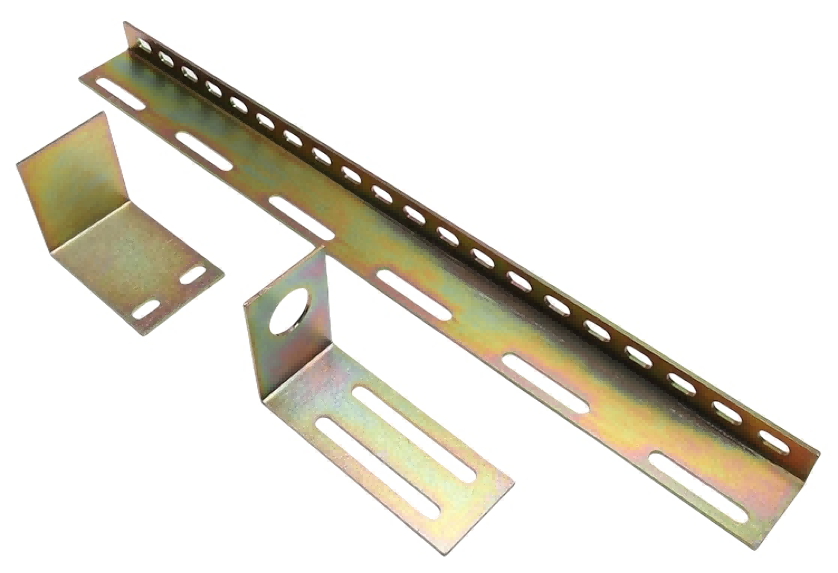
Оцинкований L-подібний кронштейн, сталевий кронштейн для кріплення вимикача навантаження






● Довжина: 105 мм
● Ширина: 70 мм
● Висота: 85 мм
● Товщина: 4 мм
● Довжина отвору: 18 мм
● Ширина отвору: 9 мм-12 мм
Підтримується налаштування

● Тип продукту: аксесуари для ліфтів
● Матеріал: сталь Q235
● Процес: різання, гнуття, штампування
● Обробка поверхні: гаряче цинкування, електроцинкування
● Застосування: кріплення, з'єднання
● Вага: близько 1,95 кг
Переваги продукту
Міцна конструкція:Виготовлений з високоміцної сталі, він має чудову несучу здатність і може витримувати вагу дверей ліфта та тиск щоденного використання протягом тривалого часу.
Точна посадка:Після точного проектування вони можуть ідеально підходити до різних дверних рам ліфтів, спрощувати процес встановлення та скорочувати час введення в експлуатацію.
Антикорозійна обробка:Поверхня спеціально обробляється після виробництва, що забезпечує стійкість до корозії та зносу, підходить для різних середовищ та подовжує термін служби виробу.
Різні розміри:Індивідуальні розміри можуть бути надані відповідно до різних моделей ліфтів.
Порівняння вартості між електрооцинкованим кронштейном та кронштейном, отриманим методом гарячого цинкування
1. Вартість сировини
Електрооцинкований кронштейн: Електрооцинкування зазвичай використовує холоднокатаний лист як основу. Вартість самого холоднокатаного листа є відносно високою, і для формування гальванічного розчину під час виробничого процесу потрібна велика кількість хімічних матеріалів, таких як солі цинку. Вартість цих матеріалів не слід недооцінювати.
Гарячеоцинкований кронштейн: Основою для гарячого цинкування може бути гарячекатаний лист, який зазвичай дешевший за холоднокатаний лист. Хоча гаряче цинкування споживає велику кількість цинкових злитків, через відносно низькі вимоги до основи вартість сировини відносно близька до вартості електрооцинкованих кронштейнів. Однак у великосерійному виробництві вартість сировини для гарячеоцинкованих кронштейнів може бути дещо нижчою.
2. Витрати на обладнання та енергію
Електрооцинкований кронштейн: Електрооцинкування вимагає професійного обладнання, такого як електролізне обладнання та випрямлячі, а інвестиційні витрати на це обладнання є відносно високими. Крім того, під час процесу гальванічного покриття для підтримки електролітичної реакції необхідно постійно споживати електроенергію. Вартість електроенергії становить значну частку загальних виробничих витрат. Особливо для великомасштабного виробництва сукупний ефект витрат на енергію є більш значним.
Гаряче цинкування кронштейна: Гаряче цинкування вимагає обладнання для травлення, печей для відпалу та великих цинкових ванн. Інвестиції в печі для відпалу та цинкові ванни є відносно значними. У процесі виробництва цинкові злитки необхідно нагрівати до високої температури близько 450℃-500℃, щоб розплавити їх для операцій занурення. Цей процес споживає багато енергії, такої як природний газ та вугілля, а вартість енергії також висока.
3. Ефективність виробництва та витрати на оплату праці
Електрооцинкований кронштейн: Ефективність виробництва електрооцинкованим способом є відносно низькою, особливо для деяких кронштейнів складної форми або великих розмірів, час гальванічного покриття може бути довшим, що впливає на ефективність виробництва. Крім того, операція в процесі електрооцинкування є відносно делікатною, а технічні вимоги до працівників високі, що відповідно збільшує вартість робочої сили.
Гаряче цинкування кронштейна: ефективність виробництва методом гарячого цинкування є відносно високою. За один раз можна обробити велику кількість кронштейнів методом занурення, що підходить для великомасштабного виробництва. Хоча експлуатація та обслуговування обладнання для гарячого цинкування вимагає певних професіоналів, загальна вартість праці дещо нижча, ніж у випадку з електроцинкованими кронштейнами.
4. Витрати на охорону навколишнього середовища
Електрооцинкований кронштейн: Стічні води та відхідні гази, що утворюються в процесі електрооцинкування, містять забруднювачі, такі як іони важких металів, які потребують суворої екологічної обробки, перш ніж вони зможуть відповідати стандартам скидання. Це збільшує інвестиційні та експлуатаційні витрати на екологічно чисте обладнання, такі як витрати на придбання та обслуговування обладнання для очищення стічних вод, обладнання для очищення відхідних газів тощо, а також відповідне споживання хімічних речовин.
Гаряче цинкований кронштейн: Під час гарячого цинкування також утворюються деякі забруднюючі речовини, такі як стічні води від травлення та цинковий дим, але завдяки постійному вдосконаленню технологій захисту навколишнього середовища вартість його обробки для захисту навколишнього середовища дещо нижча, ніж у випадку електрооцинкованих кронштейнів, але певну кількість коштів все ще необхідно інвестувати в будівництво та експлуатацію об'єктів захисту навколишнього середовища.
5. Вартість подальшого обслуговування
Електрооцинкований кронштейн: Електрооцинкований шар відносно тонкий, зазвичай 3-5. При використанні в суворих умовах, таких як зовнішня обробка, стійкість до корозії відносно низька, і він легко іржавіє та кородує. Потрібні регулярні перевірки та технічне обслуговування, такі як повторне цинкування та фарбування, що збільшує вартість подальшого обслуговування.
Гарячеоцинкований кронштейн: Гарячеоцинкований шар товстіший, зазвичай від 18 до 22 мікрон, має гарну стійкість до корозії та довговічність. За нормальних умов використання термін служби довгий, а подальші витрати на обслуговування відносно низькі.
6. Комплексна вартість
Загалом, за нормальних обставин, вартість гарячеоцинкованих кронштейнів буде вищою, ніж електрооцинкованих. Згідно з відповідними даними, вартість гарячого цинкування приблизно в 2-3 рази вища, ніж електрооцинкування. Однак на конкретну різницю у вартості також впливатимуть багато факторів, таких як ринковий попит і пропозиція, коливання цін на сировину, масштаби виробництва, технологія обробки та вимоги до якості продукції.

Відповідні марки ліфтів
● Отіс
● Шиндлер
● Коне
● ТЗ
● Мітсубісі Електрик
● Hitachi
● Фуджітек
● Ліфт Hyundai
● Ліфт Toshiba
● Орона
● Ксізі Отіс
● HuaSheng Fujitec
● SJEC
● Підйомник Сібес
● Експрес-ліфт
● Ліфти Kleemann
● Підйомник Джиромілл
● Сігма
● Група ліфтів Kinetek
Управління якістю

Прилад для вимірювання твердості за Віккерсом

Прилад для вимірювання профілю

Спектрограф

Трикоординатний інструмент
Профіль компанії
Компанія Xinzhe Metal Products Co., Ltd. була заснована у 2016 році та спеціалізується на виробництві високоякісних металевих кронштейнів та компонентів, які широко використовуються в будівництві, ліфтах, мостах, енергетиці, автомобільних деталях та інших галузях промисловості. Основна продукція включає сейсмічні...кронштейни для галереї труб, фіксовані кронштейни,U-подібні кронштейни, кутові кронштейни, оцинковані вбудовані опорні плити,кронштейни для кріплення ліфтата кріплення тощо, які можуть задовольнити різноманітні потреби проектів різних галузей промисловості.
Компанія використовує передові технологіїлазерне різанняобладнання разом ізгнуття, зварювання, штампування, обробка поверхні, та інші виробничі процеси, що гарантують точність і довговічність продукції.
ЯкISO 9001Як сертифікована компанія, ми тісно співпрацюємо з багатьма міжнародними виробниками машин, ліфтів та будівельного обладнання та пропонуємо їм найконкурентніші індивідуальні рішення.
Відповідно до бачення компанії «виходу на глобальний ринок», ми прагнемо пропонувати першокласні послуги з обробки металу на світовому ринку та постійно працюємо над покращенням якості нашої продукції та послуг.
Упаковка та доставка

Кутові сталеві кронштейни
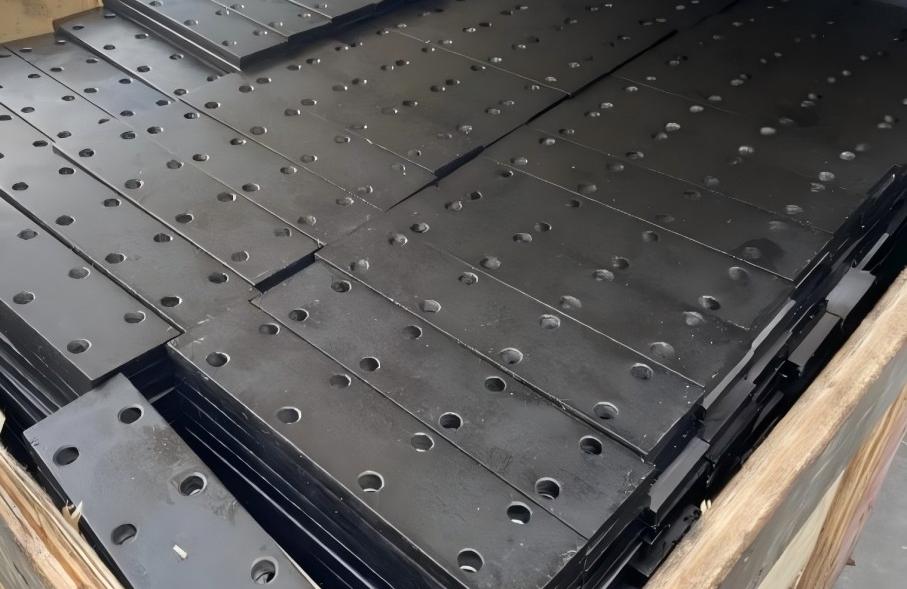
З'єднувальна пластина направляючої рейки ліфта

Доставка L-подібного кронштейна

Кутові дужки

Комплект для монтажу ліфта

З'єднувальна пластина аксесуарів для ліфта

Дерев'яна скринька

Упаковка

Завантаження
Найчастіші запитання
З: Як я можу отримати цінову пропозицію?
A: Просто надішліть нам електронною поштою або у WhatsApp свої креслення та необхідні матеріали, і ми зв'яжемося з вами з найдоступнішою ціновою пропозицією якомога швидше.
З: Яка мінімальна кількість замовлення вам потрібна?
A: Для наших дрібних виробів мінімальна кількість замовлення становить 100 штук, а для великих – 10 штук.
З: Скільки часу потрібно для доставки мого замовлення після його оформлення?
A: Зразки можуть бути відправлені протягом семи днів.
Через 35-40 днів після оплати виготовляється продукція масового виробництва.
З: Який метод ви використовуєте для здійснення платежів?
В: Ми приймаємо банківські рахунки, PayPal, Western Union та TT як форми оплати.
Кілька варіантів транспорту

Морські перевезення

Авіаперевезення

Автомобільні перевезення

Залізничні вантажні перевезення
Категорії продуктів
-

Накладка на анодовану направляючу рейку ліфта
-

Стабільна та довговічна направляюча рейка шахти ліфта...
-

Кронштейн опори ліфта з вуглецевої сталі, оцинкований...
-

OEM важкий буферний вимикач ліфта Bra...
-

Аксесуари для встановлення ліфтів з гнутого оцинкованого...
-

Аксесуари для монтажу ліфта Захисний кронштейн...