
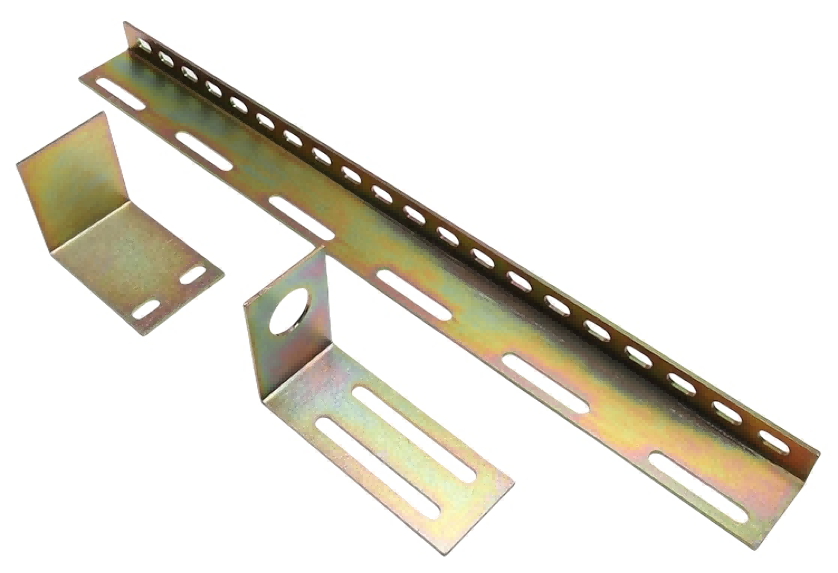
Pendakap L Bergalvani Pendakap Pemasangan Suis Beban Keluli






● Panjang: 105 mm
● Lebar: 70 mm
● Tinggi: 85 mm
● Ketebalan: 4 mm
● Panjang lubang: 18 mm
● Lebar lubang: 9 mm-12 mm
Penyesuaian disokong

● Jenis produk: aksesori lif
● Bahan: keluli Q235
● Proses: menggunting, membengkok, menumbuk
● Rawatan permukaan: galvanizing hot-dip, electro-galvanizing
● Aplikasi: menetapkan, menyambung
● Berat: kira-kira 1.95KG
Kelebihan Produk
Struktur kukuh:Diperbuat daripada keluli berkekuatan tinggi, ia mempunyai kapasiti galas beban yang sangat baik dan boleh menahan berat pintu lif dan tekanan penggunaan harian untuk masa yang lama.
Kesesuaian tepat:Selepas reka bentuk yang tepat, mereka boleh memadankan pelbagai bingkai pintu lif dengan sempurna, memudahkan proses pemasangan dan mengurangkan masa pentauliahan.
Rawatan anti-karat:Permukaan dirawat khas selepas pengeluaran, yang mempunyai rintangan kakisan dan haus, sesuai untuk pelbagai persekitaran, dan memanjangkan hayat perkhidmatan produk.
Pelbagai saiz:Saiz tersuai boleh disediakan mengikut model lif yang berbeza.
Perbandingan kos antara pendakap elektrogalvani dan pendakap bergalvani celup panas
1. Kos bahan mentah
Pendakap Elektrogalvani: Elektrogalvani secara amnya menggunakan kepingan gelek sejuk sebagai substrat. Kos lembaran canai sejuk itu sendiri agak tinggi, dan sejumlah besar bahan kimia seperti garam zink diperlukan untuk mengkonfigurasi penyelesaian penyaduran semasa proses pengeluaran. Kos bahan ini tidak boleh dipandang rendah.
Pendakap bergalvani celup panas: Substrat untuk galvani celup panas boleh menjadi kepingan gulung panas, yang biasanya lebih murah daripada kepingan gulung sejuk. Walaupun galvanizing hot-dip menggunakan sejumlah besar jongkong zink, disebabkan keperluannya yang agak rendah untuk substrat, kos bahan mentah secara relatifnya hampir dengan kurungan elektrogalvani. Walau bagaimanapun, dalam pengeluaran berskala besar, kos bahan mentah bagi kurungan bergalvani celup panas mungkin lebih rendah sedikit.
2. Kos peralatan dan tenaga
Pendakap Electrogalvanized: Electrogalvanizing memerlukan peralatan profesional seperti peralatan elektrolisis dan penerus, dan kos pelaburan peralatan ini agak tinggi. Selain itu, semasa proses penyaduran elektrik, tenaga elektrik perlu digunakan secara berterusan untuk mengekalkan tindak balas elektrolitik. Kos tenaga elektrik menyumbang sebahagian besar daripada keseluruhan kos pengeluaran. Terutama untuk pengeluaran berskala besar, kesan kumulatif kos tenaga adalah lebih ketara.
Pendakap tergalvani celup panas: Tergalvani celup panas memerlukan peralatan penjerukan, relau penyepuhlindapan dan periuk zink yang besar. Pelaburan dalam relau penyepuhlindapan dan periuk zink adalah agak besar. Dalam proses pengeluaran, jongkong zink perlu dipanaskan pada suhu tinggi kira-kira 450 ℃-500 ℃ untuk mencairkannya untuk operasi mencelup. Proses ini menggunakan banyak tenaga, seperti gas asli dan arang batu, dan kos tenaga juga tinggi.
3. Kecekapan pengeluaran dan kos buruh
Pendakap Elektrogalvani: Kecekapan pengeluaran elektrogalvani adalah agak rendah, terutamanya bagi sesetengah kurungan dengan bentuk yang kompleks atau saiz yang besar, masa penyaduran elektrik mungkin lebih lama, sekali gus menjejaskan kecekapan pengeluaran. Di samping itu, operasi dalam proses electrogalvanizing adalah agak halus, dan keperluan teknikal untuk pekerja adalah tinggi, dan kos buruh akan meningkat dengan sewajarnya.
Pendakap bergalvani celup panas: Kecekapan pengeluaran galvani celup panas adalah agak tinggi. Sebilangan besar kurungan boleh diproses dalam satu penyaduran celup, yang sesuai untuk pengeluaran berskala besar. Walaupun operasi dan penyelenggaraan peralatan galvanizing hot-dip memerlukan profesional tertentu, kos buruh keseluruhan adalah lebih rendah sedikit daripada kurungan elektrogalvani.
4. Kos perlindungan alam sekitar
Pendakap Elektrogalvani: Air sisa dan gas buangan yang dijana oleh proses elektrogalvani mengandungi bahan pencemar seperti ion logam berat, yang perlu menjalani rawatan perlindungan alam sekitar yang ketat sebelum ia dapat memenuhi piawaian pelepasan. Ini meningkatkan kos pelaburan dan operasi peralatan perlindungan alam sekitar, seperti kos pembelian dan penyelenggaraan peralatan rawatan air sisa, peralatan penulenan gas sisa, dsb., serta penggunaan agen kimia yang sepadan.
Pendakap bergalvani hot-dip: Sesetengah bahan pencemar juga dihasilkan semasa proses galvanizing hot-dip, seperti penjerukan air sisa dan asap zink, tetapi dengan kemajuan berterusan teknologi perlindungan alam sekitar, kos rawatan perlindungan alam sekitarnya lebih rendah sedikit daripada kurungan elektrogalvani, tetapi sejumlah dana masih perlu dilaburkan dalam pembinaan dan operasi kemudahan perlindungan alam sekitar.
5. Kos penyelenggaraan kemudian
Pendakap elektrogalvani: Lapisan elektrogalvani adalah agak nipis, secara amnya 3-5 Apabila digunakan dalam persekitaran yang keras seperti luar, rintangan kakisan agak lemah, dan ia mudah berkarat dan terhakis. Pemeriksaan dan penyelenggaraan yang kerap diperlukan, seperti galvanizing dan pengecatan semula, yang meningkatkan kos penyelenggaraan kemudian.
Pendakap bergalvani celup panas: Lapisan tergalvani celup panas adalah lebih tebal, biasanya antara 18-22 mikron, dengan rintangan kakisan dan ketahanan yang baik. Di bawah keadaan penggunaan biasa, hayat perkhidmatan adalah panjang dan kos penyelenggaraan kemudiannya agak rendah.
6. Kos komprehensif
Pada keseluruhannya, dalam keadaan biasa, kos kurungan bergalvani celup panas akan lebih tinggi daripada kurungan elektro-galvani. Menurut data yang berkaitan, kos galvanizing hot-dip adalah kira-kira 2-3 kali ganda daripada elektro-galvanizing. Walau bagaimanapun, perbezaan kos khusus juga akan dipengaruhi oleh banyak faktor seperti penawaran dan permintaan pasaran, turun naik harga bahan mentah, skala pengeluaran, teknologi pemprosesan dan keperluan kualiti produk.

Jenama Lif Berkenaan
● Otis
● Schindler
● Kone
● TK
● Mitsubishi Electric
● Hitachi
● Fujitec
● Lif Hyundai
● Lif Toshiba
● Orona
● Xizi Otis
● HuaSheng Fujitec
● SJEC
● Lif Cibes
● Lif Ekspres
● Lif Kleemann
● Lif Giromill
● Sigma
● Kumpulan Lif Kinetek
Pengurusan Kualiti

Alat Kekerasan Vickers

Alat Pengukur Profil

Alat Spektrograf

Tiga Instrumen Koordinat
Profil Syarikat
Xinzhe Metal Products Co., Ltd. telah ditubuhkan pada 2016 dan memberi tumpuan kepada pengeluaran kurungan dan komponen logam berkualiti tinggi, yang digunakan secara meluas dalam pembinaan, lif, jambatan, kuasa, alat ganti automotif dan industri lain. Produk utama termasuk seismikkurungan galeri paip, kurungan tetap,kurungan saluran U, kurungan sudut, plat asas terbenam tergalvani,kurungan pemasangan lifdan pengikat, dsb., yang boleh memenuhi pelbagai keperluan projek pelbagai industri.
Syarikat menggunakan teknologi canggihpemotongan laserperalatan bersempena denganlenturan, kimpalan, pengecapan, rawatan permukaan, dan proses pengeluaran lain untuk menjamin ketepatan dan jangka hayat produk.
Sebagai sebuahISO 9001syarikat yang diperakui, kami telah bekerjasama rapat dengan banyak pengeluar mesin, lif dan peralatan pembinaan antarabangsa dan menyediakan penyelesaian tersuai yang paling kompetitif kepada mereka.
Menurut visi "menjadi global" syarikat, kami berdedikasi untuk menawarkan perkhidmatan pemprosesan logam terkemuka kepada pasaran global dan sentiasa berusaha untuk meningkatkan kualiti produk dan perkhidmatan kami.
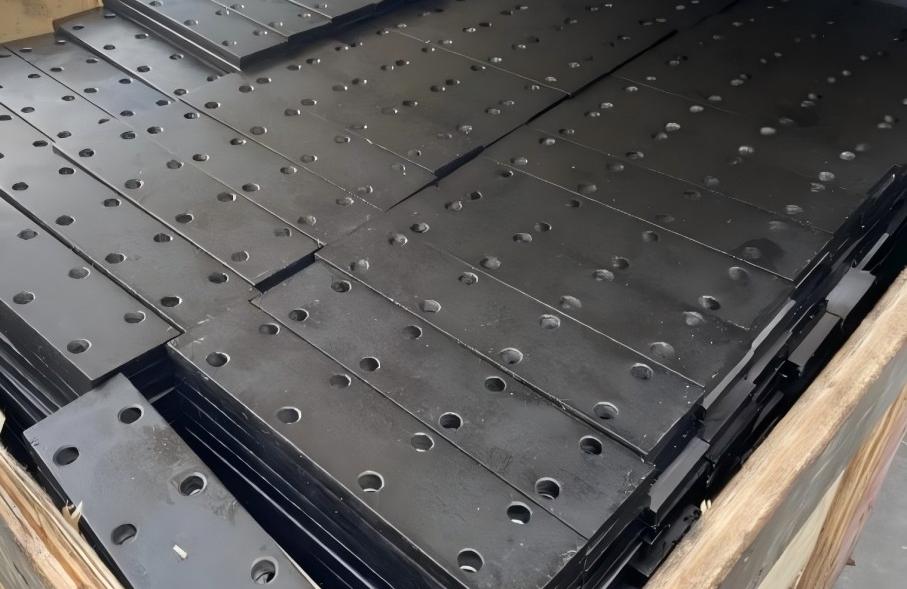
Pembungkusan dan Penghantaran

Kurungan Keluli Sudut
Plat Sambungan Rel Panduan Lif

Hantaran Kurung berbentuk L

Kurungan Sudut

Kit Pemasangan Lif

Plat Sambungan Aksesori Lif

Kotak Kayu

Pembungkusan

Memuatkan
Soalan Lazim
S: Bagaimanakah saya boleh menerima sebut harga?
J: Hanya e-mel atau WhatsApp kami lukisan anda dan bekalan yang diperlukan, dan kami akan menghubungi anda kembali dengan sebut harga yang paling berpatutan secepat mungkin.
S: Apakah kuantiti pesanan minimum yang anda perlukan?
J: Kami memerlukan kuantiti pesanan minimum 100 keping untuk produk kecil kami dan 10 keping untuk produk besar kami.
S: Berapa lama masa yang diambil untuk pesanan saya dihantar selepas saya meletakkannya?
A: Sampel boleh dihantar dalam masa tujuh hari.
35 hingga 40 hari selepas pembayaran, produk pembuatan besar-besaran dihasilkan.
S: Apakah kaedah yang anda gunakan untuk membuat pembayaran?
J: Kami mengambil akaun bank, PayPal, Western Union dan TT sebagai bentuk pembayaran.
Pelbagai Pilihan Pengangkutan

Pengangkutan Laut

Pengangkutan Udara

Pengangkutan Jalan Raya






