
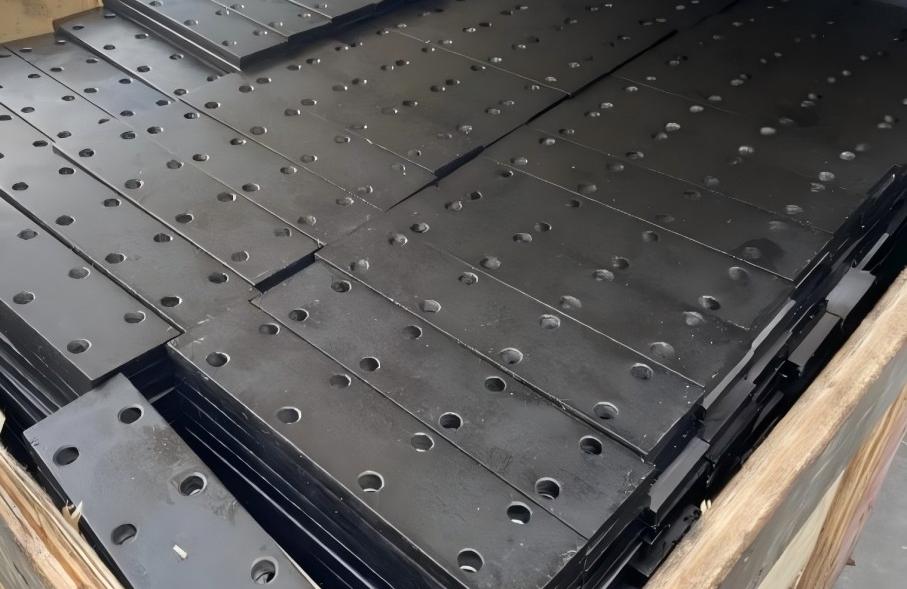
Kulutõhus kaabliklamber soontega nurgaga terasest



Kirjeldus
| Projektid | Paksus | Laius | Pikkus | Ava | Ava vahekaugus |
| Kerge töö | 1.5 | 30 × 30 | 1,8–2,4 | 8 | 40 |
| Kerge töö | 2 | 40 × 40 | 2,4–3,0 | 8 | 50 |
| Keskmise koormusega | 2.5 | 50 × 50 | 2,4–3,0 | 10 | 50 |
| Keskmise koormusega | 2 | 60 × 40 | 2,4–3,0 | 10 | 50 |
| Raskeveokite | 3 | 60 × 60 | 2,4–3,0 | 12 | 60 |
| Raskeveokite | 3 | 100 × 50 | 3.0 | 12 | 60 |
Paksus:Tavaliselt 1,5 mm kuni 3,0 mm. Mida suurem on kandevõime nõue, seda suurem on paksus.
Laius:viitab nurkterase kahe külje laiusele. Mida laiem on laius, seda suurem on tugivõime.
Pikkus:Standardpikkused on 1,8 m, 2,4 m ja 3,0 m, kuid neid saab vastavalt projekti nõuetele kohandada.
Ava:Ava suurus määratakse poldi suuruse järgi.
Aukude vahekaugus:Aukude vahekaugus on üldiselt 40 mm, 50 mm ja 60 mm. See konstruktsioon suurendab kronsteini paigaldamise paindlikkust ja reguleeritavust.
Ülaltoodud tabel aitab teil valida kaabliklambri tootmiseks ja paigaldamiseks sobiva pilunurga vastavalt projekti tegelikele nõuetele.
| Toote tüüp | Metallkonstruktsioonitooted | |||||||||||
| Ühekordne teenus | Vormi arendus ja disain → Materjali valik → Proovi esitamine → Masstootmine → Kontroll → Pinnatöötlus | |||||||||||
| Protsess | Laserlõikus → Stantsimine → Painutamine | |||||||||||
| Materjalid | Q235 teras, Q345 teras, Q390 teras, Q420 teras, 304 roostevaba teras, 316 roostevaba teras, 6061 alumiiniumisulam, 7075 alumiiniumisulam. | |||||||||||
| Mõõtmed | vastavalt kliendi joonistele või näidistele. | |||||||||||
| Lõpeta | Pihustusvärvimine, galvaniseerimine, kuumtsinkimine, pulbervärvimine, elektroforees, anodeerimine, mustamine jne. | |||||||||||
| Rakendusala | Hoone talakonstruktsioon, Hoone sammas, Hoone sõrestik, Silla tugikonstruktsioon, Silla piire, Silla käsipuu, Katuseraam, Rõdu piire, Liftišaht, Lifti komponentide konstruktsioon, Mehaaniliste seadmete vundamendiraam, Tugikonstruktsioon, Tööstusliku torustiku paigaldus, Elektriseadmete paigaldus, Jaotuskarp, Jaotuskapp, Kaablialus, Sidetorni ehitus, Side baasjaama ehitus, Elektrijaama ehitus, Alajaama raam, Naftakeemia torustiku paigaldus, Naftakeemia reaktori paigaldus jne. | |||||||||||
Tootmisprotsess

Kvaliteedijuhtimine

Vickersi kõvadusinstrument

Profiili mõõtmise instrument

Spektrograafi instrument

Kolme koordinaadiga instrument
Kvaliteedikontroll

Meie eelised
Kvaliteetsed toorained
Tarnijate range kontroll: Luua pikaajalised koostöösuhted kvaliteetsete toorainetarnijatega ning kontrollida ja testida toorainet rangelt.
Mitmekesine materjalivalik:Pakkuda klientidele mitmesuguseid metallmaterjale, näiteks roostevaba teras, alumiiniumisulam, külmvaltsitud teras, kuumvaltsitud teras jne.
Tõhus tootmise juhtimine
Optimeerige tootmisprotsesse:Parandage tootmise efektiivsust ja vähendage tootmiskulusid tootmisprotsesside pideva optimeerimise abil. Kasutage täiustatud tootmisjuhtimise seadmeid tootmisplaanide, materjalide haldamise jms terviklikuks haldamiseks ja jälgimiseks.
Lean-tootmise kontseptsioon:Tootmisprotsessi raiskamise vältimiseks ning tootmise paindlikkuse ja reageerimiskiiruse parandamiseks tuleb rakendada lean-tootmise kontseptsioone. Saavutada õigeaegne tootmine ja tagada toodete õigeaegne tarnimine.
Pakendamine ja kohaletoimetamine

Nurga terasest kronstein

Täisnurkne terasest kronstein
Juhtrööpa ühendusplaat

Lifti paigaldustarvikud

L-kujuline kronstein

Ruudukujuline ühendusplaat



KKK
K: Milline on painutusnurga täpsus?
A: Kasutame ülitäpseid painutusseadmeid ja täiustatud painutustehnoloogiat ning painutusnurga täpsust saab reguleerida ±0,5° täpsusega. See võimaldab meil toota täpsete nurkade ja korrapärase kujuga lehtmetallist tooteid.
K: Kas keerulisi kujundeid saab painutada?
V: Muidugi.
Meie painutusseadmetel on tugevad töötlemisvõimalused ja need suudavad painutada mitmesuguseid keerulisi kujundeid, sealhulgas mitme nurga all painutamist, kaarpainutamist jne. Saame välja töötada parima painutusplaani vastavalt kliendi projekteerimisnõuetele.
K: Kuidas saab pärast painutamist tugevust tagada?
A: Painutatud toote piisava tugevuse tagamiseks muudame painutusparameetreid painutusprotsessi ajal mõistlikult vastavalt materjali omadustele ja toote kasutusvajadustele. Samal ajal viime läbi põhjalikke kvaliteedikontrolle, et tagada painutusdetailide pragude ja deformatsioonide puudumine.




Tootekategooriad
-

Kohandatud süsinikterasest konsoolvars kaablirenni jaoks...
-

Roostevabast terasest ühendusklamber tunneli...
-

Roostevabast terasest tembeldatud tsingitud klamber torudele...
-

OEM kodu raskeveokite seinakinnitusklambri konksu bra ...
-

Kohandatud suurusega tsingitud U-kujulised naelad ehitus...
-

Tsingitud terasest U-poldi talaklamber hoonete...